


凝汽器换管技术是凝汽器胶球清洗装置中常用的改修项目
我国近几年才普遍认可不锈钢凝汽器换管取代铜管这一技术,并经河南电力试验研究院试验结果表明,不锈钢管经过壁厚减薄,能提高总体传热系数。我们选用不锈钢管壁厚一般在0.5~0.7mm,从试验结果来看,0.7mm壁厚不锈钢管与原来1mm铜管传热效果基本相同,由于壁厚薄、而且光滑、抗腐蚀性强,所以对流放热系数及凝结放热系数比铜管要大。壁厚减薄、通径增大、水阻减小、流量增加,出水温度降低,对数平均温差减小,综合作用的结果:相对真空提高。不锈钢管内外表面光滑,不容易结垢,减少清洗次数,节约成本,它具有耐磨损、抗振动,使用寿命长达30年。壁厚薄、重量比铜管轻、相对投资减小,而且韧性强、屈服、拉伸强度都高于铜管,所以胀口只胀不焊,即使受到受热胀冷缩也不会产生泄漏现象。所以说,不锈钢管是铜管更新换代的理想换管。
不锈钢凝汽器换管具有以下优点:
1、传热系数高;
2、管壁内外光滑,不易结垢;
3、拉伸、弯曲、屈服强度高于铜管,有一定的补偿功能;
4、承压能力强,抗振动;
5、耐腐蚀性更强,抗氯离子(TP304)长期200mg/L、短期500mg/L,(TP316L)长期500mg/L、短期1000mg/L。?
不锈钢无缝管的缺点:
无缝管生产工艺有两种,一种是冷拔,另一种是冷轧。冷拔的成本低,但质量不能保证,压力容器不能使用。冷轧工艺复杂成本高,即使热处理消除应力,但轧制过程中微观裂纹和壁厚的尺寸不匀,容易产生点蚀现象等质量问题。
我们采用不锈钢钢带,工艺科学合理、板材质量非常好,316L符合美国标准,SUS304符合日本标准,也符合中国国家标准,是国内最优质的不锈钢薄板材之一。另外板材的轧制过程要比管材的轧制过程更容易,工艺上更完善。使得同样厚度不锈钢板材的化学成份分布以及力学性能都比冷轧拔管材要好,厚度也比管材均匀。因此不易出现点蚀和其它腐蚀现象,这一点已经在多年的应用中得到验证。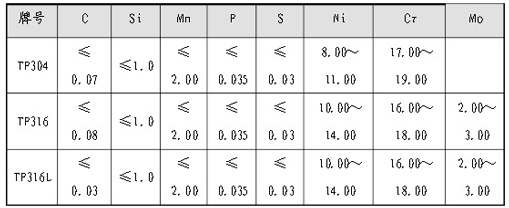
凝汽器专用不锈钢凝汽器换管质量及技术要求:
1、材料选型:TP304(0Cr18Ni9)TP316(0Cr17Ni12Mo2) TP316L(00Cr17Ni14Mo2);
2、凝汽器不锈钢管规 格: Ф 壁 厚:(mm)总 长: (mm) 数 量;
3、主要化学成份;
管子内外表面应光洁、不得存在有害缺陷,不得有油污等各种痕迹,不允许有明显划伤、及压扁等缺陷,管子端部不允许有毛刺。
按照GB/T242及GB/T246进行管子扩口和压扁试验。
管子的几何尺寸逐根检查(采用通规检查),水压试验:0.75MPa气密封5分钟无压降;在线涡流探伤,并符合下列要求: 外径偏差:±0.1mm 管材壁厚允许偏差为±0.05mm 焊接突起处:外表面≤0.05mm,内表面≤0.05mm,且经100%检验合格。
出厂前作好各项化验、试验,并出据江苏省质量技术监督冶金产品质量检验二站的抽检报告及质量证明报告书一份。
执行标准:
国家标准GB12771-2000《流体输送用不锈钢焊接管》
材料选用美国材料与试验协会标准ASTM A249
化学成分分析 GB/T222-1984
拉伸试验 GB/T228-1987
扩口试验 GB/T242-1997
弯曲试验 GB/T244-1997
液压试验 GB/T241-1990
压扁试验 GB/T246-1997
涡流探伤 GB/T7735-1995
包 装 GB/T2102-1998
晶间腐蚀 GB/T4334.5-1990
现场施工安全措施:
①施工前办理工作联系单和填写作业安全措施。
②每天施工前项目负责人,向参加施工的人员讲解施工内容和所需注意的安全事项及危险点,并监督施工人员在工作前将劳动保护用具佩带齐全,在熟悉施工现场和落实安全措施后方可开始施工。
③施工前检查施工中所使用的所有电动工器具必须合格方可使用,且线路上必须设有触电保安器;不得使用不合格电动工具。
④施工前,应在凝汽器两端搭设工作脚手架,高度1.5米以上时工作人员必须佩带安全带,防止高空坠落。
⑤进入凝汽器内部切割旧铜管的工作, 人员应穿好劳保用品如带专用口罩,并不得携带任何与工作无关的物品进入凝汽器内部,开工前、收工后清点人员、工具及其他工作用具,不得将任何杂物遗留在凝汽器内。
⑥进入凝汽器内部工作要加强现场监护,保证凝汽器内部通风良好,避免工作人员因环境温度高,缺氧造成窒息和有害气体伤害。
⑦工作用行灯电压不准超过36V。
⑧铜管在拆除和安装不锈钢管时工作人员应站在管端的两侧,禁止管端对人。
⑨旧铜管拆除要堆放好,建议单位及时运走及妥善保管,以免丢失。
⑩确保文明施工,施工人员不得动、触于本安装无关的其他设备,工程结束要清扫现场,保证环境卫生。
所有参加凝汽器不锈钢管更换的工作人员开工前必须进行施工安全技术措施、安规、检规的学习、考试,考试不合格者进行补考,补考仍不合格者不得参加本次工作。
安装工艺质量标准:
⑴凝汽器换管两端搭建脚手架,打开两端盖和人孔。
⑵工作人员进入凝汽器内部,堵好下面管道口,防止脏物掉入管道中。
⑶工作人员进入内部切割旧铜管,或在两端使用内切管器进行内切,同时两端用拔管机将旧铜管拔出。
⑷旧铜管拆除后,清理凝汽器内部脏物,对管板、管板孔清扫,用清扫器清除管孔泥垢、锈垢,并清扫打磨干净,不得有毛刺、划痕、锈皮等现象。
⑸不锈钢管的检查:查看搬运过程中有无损坏损伤,毛刺凹陷、压扁,管内部无杂物和堵塞,搬运时应轻拿轻放。
⑹测量管板孔与不锈钢管的公差,管长和外径,在管板四周及中间用5~7根同样长的标准管检查,查看管板是否变形和有无不平行等情况。
⑺穿管前对管子定尺、端洗、穿管顺序自下而上,为防止穿错隔板孔,应派人进入气侧,穿管时应轻推轻拉,防止划伤。
⑻胀管由技术熟练的操作工进行胀接,胀口应符合要求,胀力要均匀,不得有过胀、欠胀。
⑼胀管深度:为管板厚度的75~90%,扩胀系数为8~11%
⑽两端管口露出管板1.5-2mm,胀口及翻边处应平滑光洁,无裂和明显切痕,进水口翻边角度12o-15°左右。
⑾胀后检查,有无漏胀。
⑿水压试验,无渗漏为合格。
⒀灌水前应在凝汽器与支撑弹簧一侧要加临时支撑,防止凝汽器喉部拉伤,水压试验结束后,将水放尽,拆除临时支撑。
⒁打好端盖清理现场。
以上规定自工程的施工方首批人员进厂时开始实施,至工程完工验收,施工方人员全部撤离电厂时废止。